PRECISION MACHINES FOR PRECISION CONNECTIONS
Mastering Crimp Quality
A guide to Micrographic analysis
CRIMPING TECHNOLOGY
Dhineshkumar R
2 min read
Mastering Crimp Quality: A Guide to Micrograph Analysis and Inspection Criteria
In high-reliability electronics and wire harness manufacturing, the crimp connection is the heartbeat of electrical integrity. While a crimp may look solid from the outside, the true measure of its quality lies beneath the surface. This is where micrograph analysis (cross-sectional testing) becomes invaluable.
By cross-sectioning a crimp contact, quality assurance teams can evaluate microscopic structural behaviors to ensure long-term mechanical stability and electrical performance.
Below is a professional breakdown of the critical evaluation criteria used to judge a crimp micrograph.

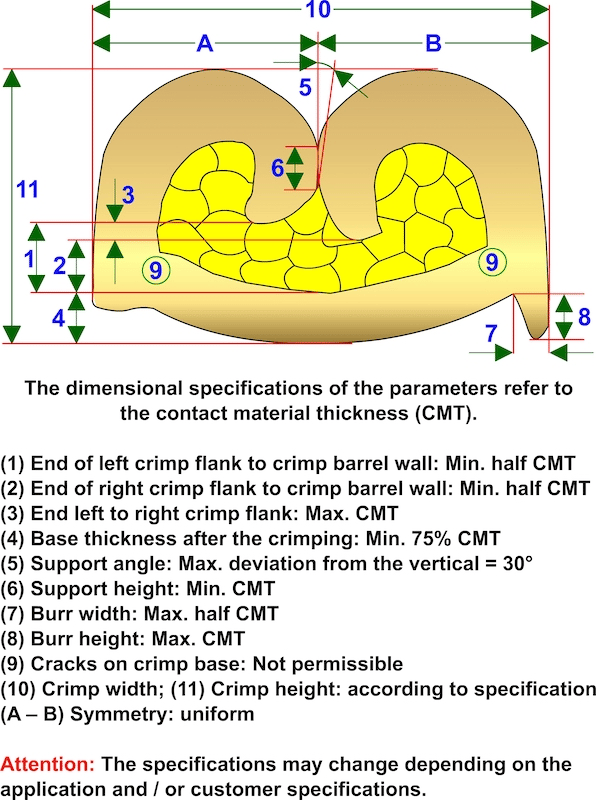
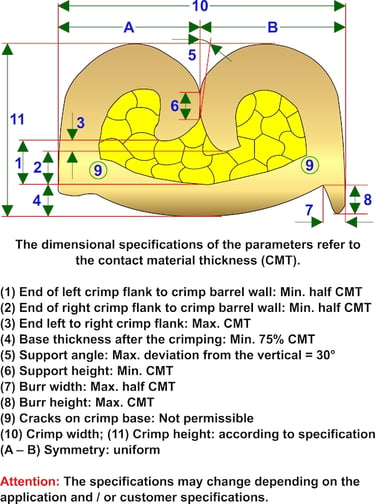
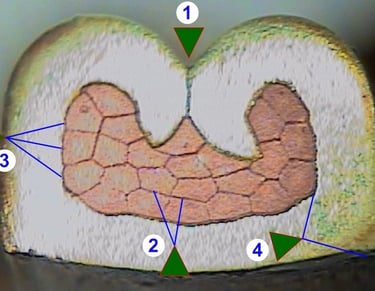
When sheet metal is deformed, the material tends to spring back to its original shape after the bending process. This effect also occurs after the crimp flanks have been rolled in. To counteract this, the crimp flanks must support each other.
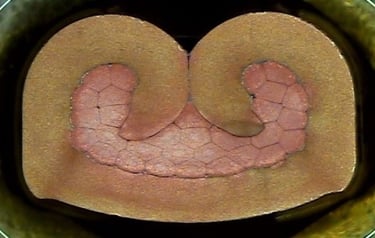
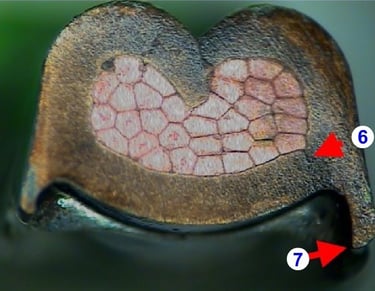
The compression shape: The conductor material in this example consists of copper. As soon as copper comes into contact with the ambient air, the surface of the individual wire strands oxidizes and forms an insulating layer. If wires are stored in a humid environment, this effect is intensified. By crimping the stranded conductor, the round individual wire strands are pressed together irregularly and in a honeycomb-like shape. The crimping process breaks up the oxide layer between the wire strands.
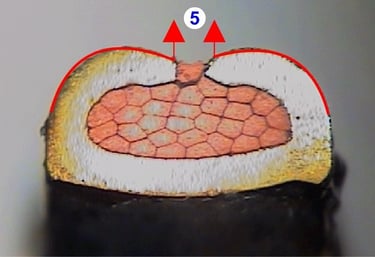
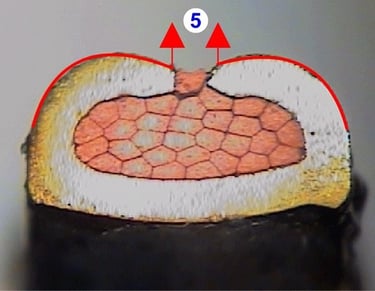
If the crimping is optimal, the crimp sleeve will also show deformations!
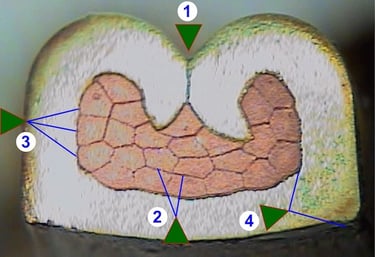
The crimp contact must not be damaged or have cracks on the crimp base.
If the crimp wings do not support each other, there is a risk that the crimp flanks will open. This impairs the mechanical and electrical properties of the crimp connection. Thermal load (cold/hot alternation) accelerates the opening of the crimp flanks.
Damage to the crimp contact (like cracks in the wall) is not acceptable.
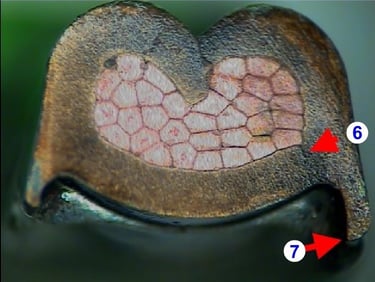
The burr height must be smaller than the material thickness. The burr width must be smaller than half the material thickness. Another cause of heavy burr formation is over pressing of the wire crimp area (crimp height too small). Severe burr formation is a sign of damage to the crimp base. Damage to the crimp barrel impairs the mechanical and electrical properties!
Crimp Anatomy: